

�a(ch��n)Ʒ������ �Ϻ��Z�V�p�ٙC�S���a(ch��n) Sϵ��б�X݆݆�U�p��

�a(ch��n)Ʒ���c��
T�����F�X݆�Q�����a(ch��n)Ʒ���c: &
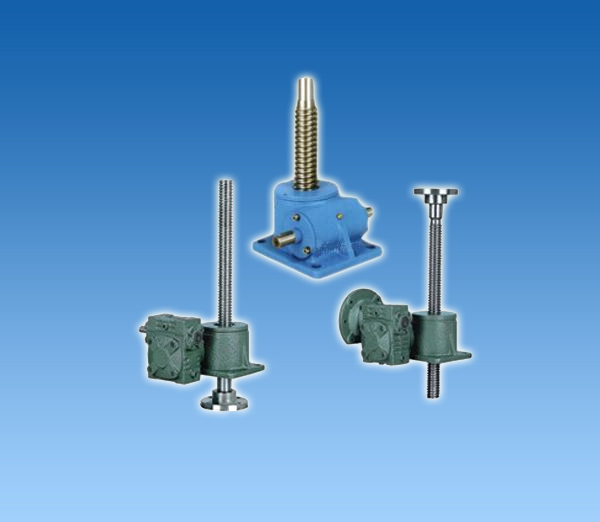
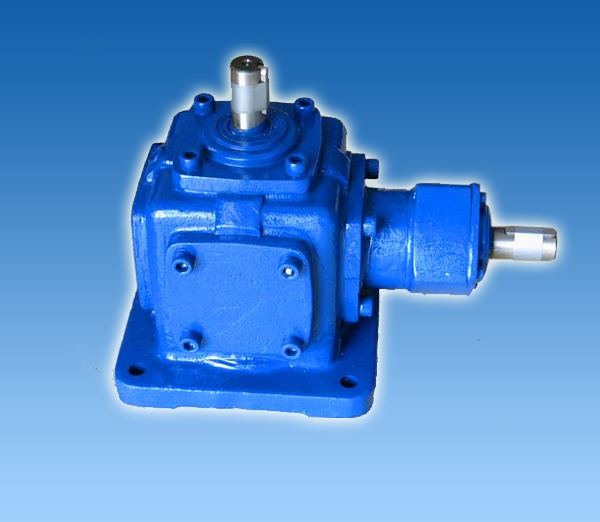
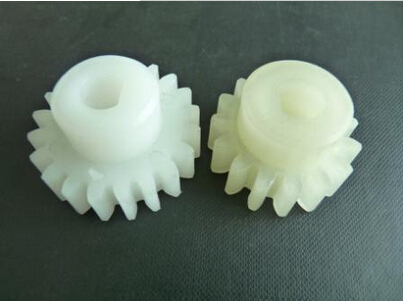
�a(ch��n)Ʒ���c: �Ϻ��Z�V�p�ٙC�S���a(ch��n) SWL�z�U�����C

ʹ�÷�����
�a(ch��n)Ʒ�f���� 1����ݔ���������Ҫ�ЃɷN��ֱ��
�p���X݆����������(y��ng)�҂���ʹ���^���Б�(y��ng)ԓע�����ׂ����棺
1�������X݆�ľ���
��2������ԭ���ϵ��|(zh��)��
�oՓͨ�^�ηN;����ԭ���ϵ��S��Ҫ��(j��ng)�^����Ļ��W�ɷ֙z�����Ȝy�����������u������Ŀ���Ǽ��r�{(di��o)����̎��׃�Σ�����X�μӹ��е��|(zh��)���� ����
3����ֹ��̎��׃�Σ� �X���ڴּӹ���ɾ�呼����M��������{(di��o)�|(zh��)̎�������_���� ����
1.ܛ��䓼��Ա��M�������ӹ��� ����
2.����������(y��ng)���� ����
3.�������������ƽM�������䓵ęCе���ܣ� ����
4.����K��̎�����ýM���ϵĜʂ䡣��(y��ng)ע����ǣ���������{(di��o)�|(zh��)̎���У�һ��Ҫ���֠t�ŜضȾ����Լ����ù�λ���ߣ�ʹ��������ؼӟἰ��s�������ѷ���һ�����@�לp�p�������X݆����(y��ng)���@�������ڟ�̎�����M�С��X݆����K��̎������ʹ���׃���^С���X����l��𣻸��l����õ����X����иߵď��ȡ�Ӳ�ȡ���ĥ�Ժ�ƣ�ژO�ޣ����IJ��Ա����������Ժ��g�ԡ���p��׃���X����l���(y��ng)�����^�͵Ĵ��ضȺ��^�̵ļӟ�r�g������ӟᡢ������s��
4�����C�X���ľ��ȣ� �X݆�ijߴ�ľ���Ҫ���ڿ�ƫ��ֵ�����g�����ҷֲ�������±0.003~±0.005mm�������������ڿ��O(sh��)ӋҪ����(n��i)����횷���քe�D(zhu��n)�����X���� �X���Ķ������Ӽ��������Ӟ�6��������0.01~0.02mm������(n��i)�� ����
5�����X�ӹ���ʩ��
6���������a(ch��n)�� �X݆��������30%���ϵ�ԭ�����ë�̡��������� ����
7����ȡ�������ϼ���̎��������̎����ʽ��1.�����÷�ĩұ����ͼ��g(sh��)���X݆���ͺ��X�����l���2.����ī�T�F���X݆�����ӹ������M��ܛ����̎����3.����40Cr���ϣ��X݆������������ܛ����̎�����X����~̎����
�C��������Ҫ�����X݆���������X݆���ϼ���̎����Ҫ�����X�������DZ��C���X݆�������P(gu��n)�I���������a(ch��n)�ǻ��A(ch��)��
�ҹ�˾�ṩ�����X݆�����X݆�ӹ����������X݆�ӹ������X݆�ӹ����݆��朗l�ӹ���݆���U�ӹ����X�l�X݆�ӹ���ͬ����݆�������X݆��б�X݆�ӹ��ȸ��������ԁ�D��?q��)�����ԃ�����a(ch��n)�M�ھ��ɼӹ����������ԃ�P(gu��n)ע��˾�W(w��ng)վ��http://www.lamme.cn/peijian/index-1.html
��һƪ��݆�p�ٙC�c늙Cͬ�ı�Ҫ��


�ھ��ͷ�1:
�ھ��ͷ�2:
�̄�(w��)�ͷ�:
����(w��)�r�g:
9:00-18:00(������)


