

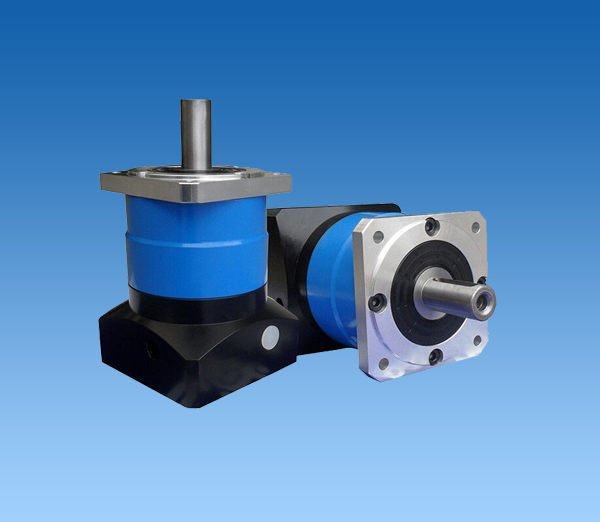
產品概述: 上海諾廣減速機廠生產 S系列斜齒輪蝸輪蝸桿減速

產品特點:
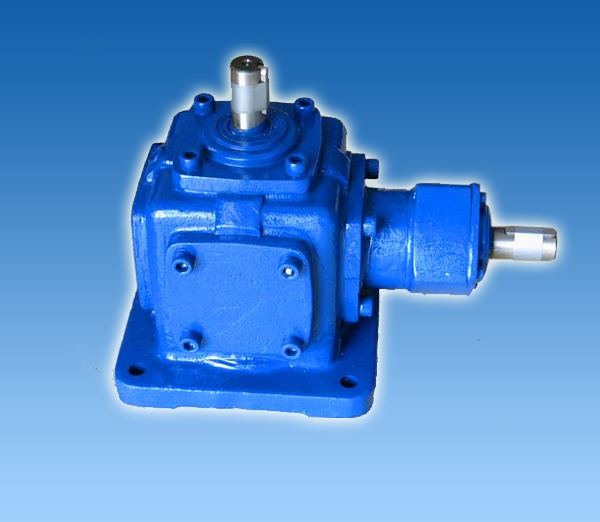
T螺旋錐齒輪換向器產品特點: &
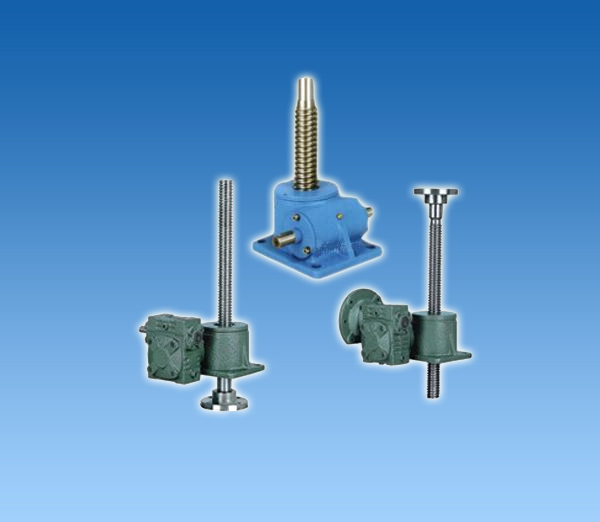
產品特點: 上海諾廣減速機廠生產 SWL絲桿升降機

使用范圍:
產品說明: 1、按輸出方向分主要有兩種:直線
如果在使用齒輪減速機的過程中導致工件出現開裂的現象的話是比較嚴重的了,大家一定要重視起來。那么到底應該怎樣解決齒輪減速機加工工件開裂的問題呢?
在形成齒輪減速機并且齒輪繼續完成后,裂紋的二次質量是次要原因:首先,坯料缺陷更嚴重,其次是后續工藝(如鍛造,后斷裂冷卻,熱處理,在加工過程中發生的殘余應力(包括溫度應力,組織應力和其他變形應力)導致外部缺陷增強和膨脹,最終導致工件開裂。基于這些原因,相應的指定了鍛造和冷卻程序并處理了裂紋評分。避免齒輪減速機和小齒輪裂紋的幾種措施是:
(1)加強對進料的嚴格檢驗,控制進料質量。測試包括兩個方面:微觀方面,外觀質量的二次反射和大裂紋折疊凳的外觀;微觀方面,數據組件的二次檢測,以及隔離和白點等外部缺陷的測試。
(2)開發用于嚴重齒輪減速機的齒輪和小齒輪的鍛造系統,以控制平均變形水平。采用“兩輕一重”鍛造方法,減少變形應力和外部缺陷。
(3)在硬齒面還原劑鍛造后,通過冷卻過程控制白點和殘余應力。在大型部件中,由于多合金鋼工件的復雜結構,偏析更嚴重。鍛造后冷卻過程中奧氏體分解不完全,奧氏體過多。因此,可以使用第二過冷。粗糙的等溫冷卻過程的再結晶允許氫氣分散并達到控制白點的目的。
另外,關于小部件,可以采用鍛造后緩慢冷卻的方法。可以使用另一方來覆蓋絕緣材料(例如絕緣毯或緩慢冷卻坑中的灰冷卻)。
以上就是關于齒輪減速機的行業分享,希望大家能夠喜歡。
更多關于齒輪加工、渦輪蝸桿加工,敬請關注我們,隨時掌握行業新動態!
上一篇:操作齒輪減速機的這些細節要重視
下一篇:齒輪減速機磨損問題這樣解決很科學


在線客服1:
在線客服2:
商務客服:
服務時間:
9:00-18:00(工作日)


